 電容器薄膜小黄片下载软件大全
電容器薄膜小黄片下载软件大全 電容膜小黄片下载软件大全
電容膜小黄片下载软件大全 新能源超薄膜小黄片下载软件大全
新能源超薄膜小黄片下载软件大全 pet薄膜小黄片下载软件大全
pet薄膜小黄片下载软件大全 離型膜小黄片下载软件大全
離型膜小黄片下载软件大全 塑料薄膜小黄片下载软件大全
塑料薄膜小黄片下载软件大全服務熱線
180-5003-0233
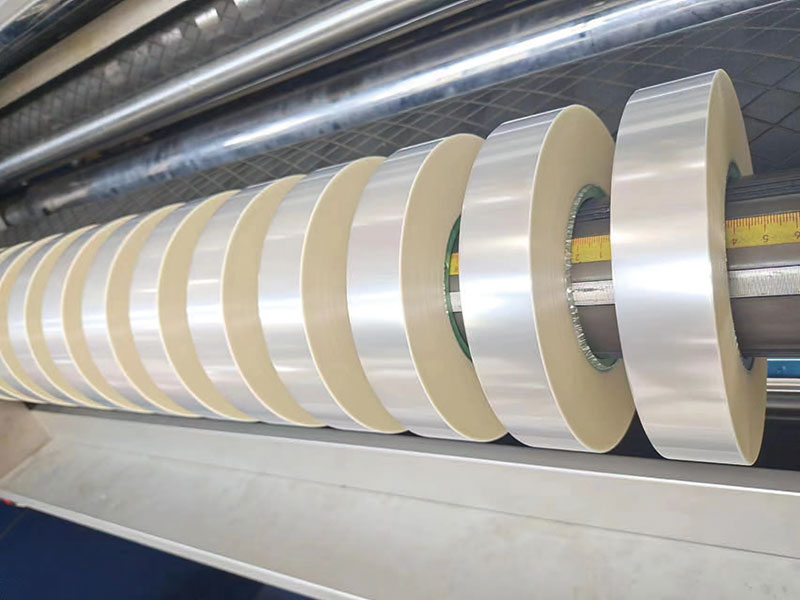
在PET薄膜的分切加工過程中,很多企業都會遇到一個令人頭疼的問題:分切後的薄膜邊緣出現明顯的白邊或靜電痕。這不僅影響產品外觀,在光學膜、電子保護膜等高端應用場景中,甚至直接導致廢品率飆升。那麽,白邊究竟是怎麽產生的?又該如何有效消除?本文為你提供一套完整的解決方案。
一、白邊與靜電痕的本質
所謂“白邊”,實際上是靜電放電在薄膜表麵留下的微觀擊穿痕跡。PET薄膜本身是優良的絕緣體,在高速分切時,薄膜與刀槽、導輥之間劇烈摩擦,產生大量靜電荷。當電荷積累到一定程度,就會發生尖端放電——放電通道瞬間將薄膜表麵燒蝕出細密的麻點或白霧狀痕跡,也就是小黄片大全在线下载看到的“白邊”。
簡單來說:靜電不解決,白邊就不會消失。
二、靜電痕產生的三大關鍵因素
1. 分切速度過高:速度越快,摩擦越劇烈,靜電生成速率遠超自然泄漏速率。
2. 環境濕度偏低:冬季或幹燥車間(濕度<40%),靜電更難消散。
3. 導輥與刀具材質不當:金屬件直接接觸薄膜,缺乏抗靜電塗層或導電通路。
三、消除靜電痕的實戰方案
方案一:主動式靜電消除器(最直接有效)
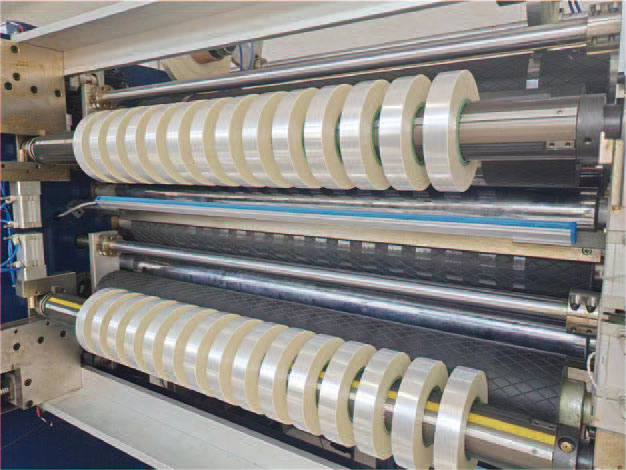
在小黄片下载软件大全的收放卷軸、刀槽前後方,安裝交流或脈衝直流型靜電消除棒。推薦使用脈衝直流電離技術,其正負離子交替輸出,能有效中和薄膜表麵的高速移動電荷,且不會反向充電。安裝要點:
• 消除棒距薄膜表麵 20–50mm
• 風速輔助(加裝小風機)可提升離子覆蓋範圍
方案二:導電化改造導輥與接觸件
將小黄片下载软件大全上的普通膠輥、塑料導輥更換為導電橡膠輥或金屬輥接地。同時,分切刀槽應使用防靜電陶瓷刀片或對金屬刀槽進行碳纖維塗層處理,並確保所有轉動部件通過接地碳刷可靠接地(接地電阻<10Ω)。
方案三:環境濕度控製
將車間濕度穩定在 50%–65%RH。PET表麵吸濕後,表麵電阻可從10¹⁴Ω降至10¹⁰Ω左右,靜電自然加速泄漏。建議在小黄片下载软件大全兩側加裝超聲波加濕器,注意水霧不要直接噴向薄膜,以免影響潔淨度。
方案四:薄膜預塗抗靜電劑
對於高端光學膜等嚴苛要求的產品,可在分切前對PET薄膜進行外塗型抗靜電劑處理。選用非離子型或季銨鹽類抗靜電劑,稀釋後通過凹版輥或噴塗方式塗布,烘幹後表麵電阻可降至10⁸–10¹⁰Ω,效果持久。
四、現場快速排查口訣
如果你正被白邊困擾,按以下順序排查,90%的問題能當場定位:
1. 摸:停機後觸摸薄膜邊緣,有針刺感 → 靜電嚴重
2. 看:觀察導輥表麵是否有白色粉末堆積 → 摩擦過熱
3. 測:用靜電測試儀測量薄膜表麵電位,若超過 ±5kV → 必須加裝消除器
4. 調:先降速20%試切,若白邊減輕 → 優先加裝靜電消除器

五、不同場景下的推薦配置
| 產品類型 | 推薦方案組合 |
| 普通包裝膜(允許輕微靜電) | 加濕+接地導輥 |
| 印刷級/複合級薄膜 | 靜電消除棒+導電橡膠輥 |
| 光學膜/離型膜(白邊零容忍) | 脈衝直流消除器+環境恒濕+抗靜電劑塗布+陶瓷刀槽 |
六、長期預防與維護建議
• 每月清潔一次靜電消除棒的發射針尖,防止灰塵汙染導致離子不平衡。
• 定期檢查各導輥的接地碳刷是否磨損,接地電阻是否合格。
• 建立小黄片下载软件大全速度與濕度的關聯曲線:濕度低於45%時,自動降速或聯動開啟加濕器。
總結:PET薄膜分切白邊的根源是靜電,解決路徑也很清晰——以主動中和(靜電消除器)為核心,輔以導電化接觸件、環境加濕和必要的抗靜電塗層。按照上述方案實施,絕大多數分切線的白邊不良率可從5%–10%降至0.5%以下。如果你的產品對白邊零容忍,不妨從加裝脈衝直流靜電消除棒開始,這是投入產出比最高的第一步。


