 電容器薄膜小黄片下载软件大全
電容器薄膜小黄片下载软件大全 電容膜小黄片下载软件大全
電容膜小黄片下载软件大全 新能源超薄膜小黄片下载软件大全
新能源超薄膜小黄片下载软件大全 pet薄膜小黄片下载软件大全
pet薄膜小黄片下载软件大全 離型膜小黄片下载软件大全
離型膜小黄片下载软件大全 塑料薄膜小黄片下载软件大全
塑料薄膜小黄片下载软件大全服務熱線
180-5003-0233
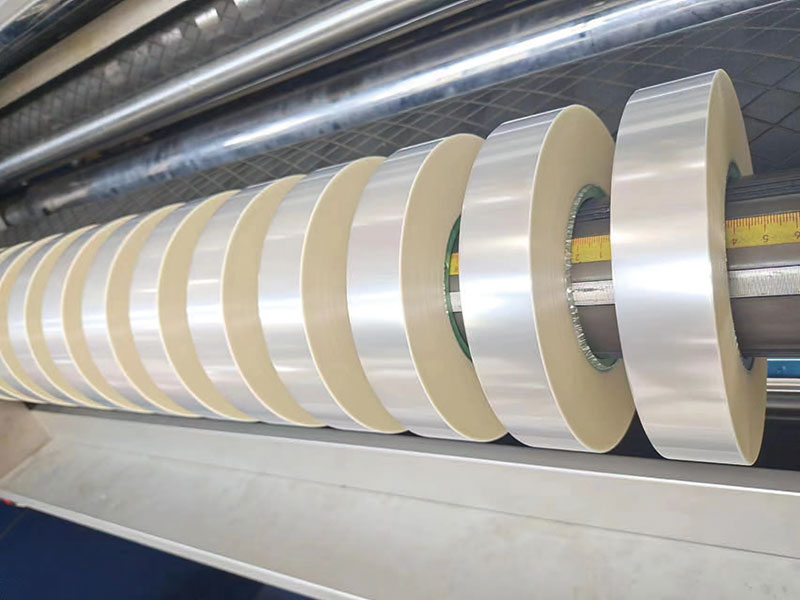
在薄膜分切加工中,收卷端麵不齊是讓人頭疼的老問題——膜卷端麵像塔狀歪斜、呈蜂窩狀鬆散,甚至個別地方突出,既影響美觀,更直接關係到產品能否順利交付。遇到這種情況,不妨從以下三個方麵入手排查和解決。
張力控製:找準“收卷錐度”這個關鍵
收卷張力是影響端麵整齊度的首要因素。張力過大,薄膜層間擠壓過緊,容易因橫向厚度偏差積累導致端麵凸出;張力過小,膜卷鬆垮,端麵自然無法整齊。
解決思路是采用錐度張力控製——隨著卷徑增大,張力逐漸遞減。一個可供參考的設定是:初始張力設為100%,卷徑每增加10%,張力衰減5%~8%,最終降至60%~70%。這樣既能保證起始層緊密貼合,又能避免大卷時外層過緊導致端麵變形。
此外,分切過程中應實時監控張力波動。浮輥狀態是一個直觀的判斷信號——浮輥朝放卷方向傾斜說明張力過大,朝收卷方向傾斜則張力過小。及時微調,把張力波動控製在±2%以內,能有效減少端麵不齊的發生。

壓輥調整:別讓“最後一壓”出了問題
收卷壓輥的作用是在收卷過程中壓緊膜卷、排出層間空氣。如果壓輥不平衡或壓力不當,膜材受力不均,端麵就會出現起伏。
檢查壓輥平衡性是第一步。壓輥兩端壓力不一致,會導致膜卷一端緊一端鬆,端麵自然歪斜。應定期檢查並調整壓輥的平衡性,確保兩端壓力一致。
壓輥壓力需要隨卷徑增加而線性上升。參考經驗值,收卷壓輥壓力可設定在0.08~0.20 MPa,隨著卷徑增大適當提高壓力。對於聚酯薄膜等對排空要求高的免费小黄片下载,可采用中高度為0.3mm~0.6mm的壓輥,使壓輥中部更貼近膜卷,有利於空氣排出。
另外,收卷間隙的微調也很重要。有專利方案提出在壓輥裝置上增設微調單元,通過調節螺栓精細控製壓輥軸與膜卷軸的平行度,解決因薄膜厚度偏差導致的收卷間隙不均問題。

設備精度:排查輥筒平行與收卷軸對中
如果張力和壓輥都調整到位了仍不整齊,問題很可能出在設備本身的精度上。
導向輥不平行是常見原因。生產現場可用水平儀或激光對中儀檢查所有導向輥的平行度,目標應調整至±0.1mm/1000mm以內。即便是微小的偏差,在高速運轉中也會被放大,導致薄膜跑偏。
收卷軸的狀態同樣值得關注。收卷軸彎曲、頂錐對中不良、或與切割麵板沒有對齊,都會直接影響端麵整齊度。應定期檢查軸是否變形,確保頂錐對中,收卷軸鬆緊度適當。
收卷臂同步性也不容忽視。兩端收卷臂參數不一致,會產生分力影響端麵平整度,需要定期進行同步校準。
解決收卷不齊問題,核心思路是“張力遞減、壓輥隨動、設備對中”。三者相互關聯,單方麵調整某一項往往效果有限,需要協同配合。建議建立“分切參數-質量指標”的記錄台賬,通過數據積累找到適合自己設備和免费小黄片下载的最佳參數組合,逐步將端麵不齊度控製在1mm以內的目標範圍。


