 電容器薄膜小黄片下载软件大全
電容器薄膜小黄片下载软件大全 電容膜小黄片下载软件大全
電容膜小黄片下载软件大全 新能源超薄膜小黄片下载软件大全
新能源超薄膜小黄片下载软件大全 pet薄膜小黄片下载软件大全
pet薄膜小黄片下载软件大全 離型膜小黄片下载软件大全
離型膜小黄片下载软件大全 塑料薄膜小黄片下载软件大全
塑料薄膜小黄片下载软件大全服務熱線
180-5003-0233
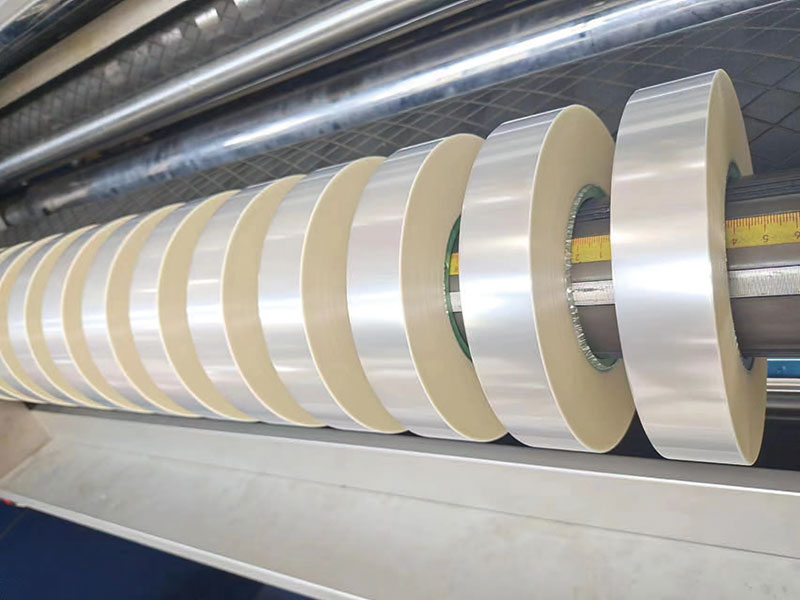
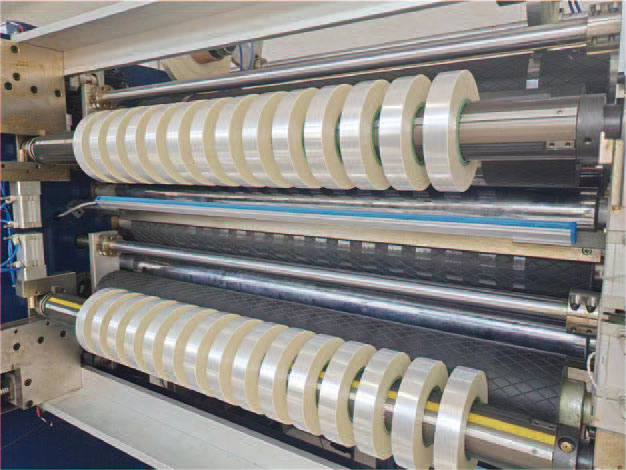
以下是薄膜小黄片下载软件大全從開機到分切參數設置的完整操作流程手冊,供參考:
薄膜小黄片下载软件大全操作手冊
一、開機前準備
1. 安全檢查
◦ 確認設備電源線、氣路無破損,緊急停止按鈕複位。
◦ 檢查機器周圍無雜物,導軌、刀具附近無人員。
2. 免费小黄片下载準備
◦ 核對膜卷規格(寬度、厚度、材質)與生產訂單一致。
◦ 確認卷芯尺寸(如3英寸/6英寸)與小黄片下载软件大全適配。
3. 設備檢查
◦ 清潔導輥、張力輥,確保無灰塵或膜屑殘留。
◦ 檢查刀具鋒利度,鈍刀需更換(建議每分切50萬米檢查一次)。
◦ 潤滑導軌、軸承等運動部件(使用指定潤滑脂)。

二、開機流程
1. 電源啟動
◦ 打開總電源開關,啟動控製麵板,係統自檢(約30秒)。
◦ 觸摸屏顯示主界麵後,確認無報警提示。
2. 參數初始化
◦ 選擇【生產任務】→ 輸入訂單號,調取預設參數(或手動新建)。
◦ 設置基本參數:免费小黄片下载類型(如PET/PP/PE)、母卷寬度、目標分切寬度。
3. 穿膜路徑設置
◦ 按【穿膜模式】,手動將薄膜繞過導輥、張力輥、糾偏傳感器。
◦ 確保薄膜無褶皺,邊緣對齊糾偏感應器中心線(±1mm誤差內)。
三、分切參數設置
1. 分切寬度設定
◦ 在觸摸屏輸入分切條數(如母卷1000mm→分切5條200mm)。
◦ 係統自動計算刀位,需手動微調(建議預留0.5mm餘量防止粘連)。
2. 張力控製
◦ 放卷張力:設定為免费小黄片下载抗拉強度的10%~15%(如PET常用20~30N)。
◦ 收卷張力:逐級遞減(如起始張力25N,每層遞減1N)。
◦ 啟用錐度張力控製(建議錐度比5%~10%)。
3. 速度與精度
◦ 初始低速(10~20m/min)試運行,穩定後逐步提速(MAX參考值:150m/min)。
◦ 糾偏靈敏度設為中檔(如±0.3mm觸發修正)。
4. 刀具參數
◦ 選擇裁切方式(如剃刀分切/圓刀分切)。
◦ 刀距精度校準(需用塞尺確認刀距誤差≤0.05mm)。

四、試運行與調整
1. 空載測試
◦ 不加載薄膜,運行設備檢查各部件動作(糾偏、張力輥響應)。
◦ 模擬報警觸發(如斷膜、超張力)確認安全功能正常。
2. 帶料試切
◦ 低速運行5~10米,檢查分切邊緣平整度(無毛刺、鋸齒)。
◦ 測量分切寬度(隨機抽測3點,公差±0.1mm內)。
3. 動態調整
◦ 若收卷端麵不齊,增加收卷壓輥壓力(0.2~0.5MPa)。
◦ 出現蛇行現象時,提高糾偏響應速度或清潔光電傳感器。
五、正式生產與監控
1. 批量運行
◦ 速度提升至工藝設定值,每30分鍾抽檢分切質量。
◦ 記錄關鍵數據:實際張力波動、分切米數、廢品率。
2. 異常處理
◦ 斷膜:立即停機,檢查放卷張力是否突變或導輥卡死。
◦ 收卷鬆動:檢查氣壓是否≥0.6MPa,或降低最大線速度。

六、停機與維護
1. 正常停機
◦ 逐步降速至10m/min後,點擊【停止】。
◦ 卸卷前標記分切方向(用箭頭貼紙)。
2. 日常維護
◦ 每日清理碎膜屑,檢查氣路過濾器排水。
◦ 每周校驗張力傳感器(用標準砝碼測試)。
附:常見問題速查表
| 現象 | 可能原因 | 解決方案 |
| 分切邊緣毛刺 | 刀具磨損/速度過高 | 更換刀片或降速20% |
| 收卷暴筋 | 張力過大/錐度設置不當 | 降低初始張力5N,增大錐度比 |
| 糾偏失效 | 傳感器汙染/薄膜透光 | 清潔傳感器或更換不透光膜材 |
注意事項:
• 禁止戴手套操作旋轉部件!
• 參數修改後需二次確認再保存。
• 完整操作需持《小黄片下载软件大全操作證》上崗。
(注:具體參數需根據設備型號和免费小黄片下载特性調整,本手冊以通用機型為例)


