

 電化鋁小黄片下载软件大全
電化鋁小黄片下载软件大全 燙金紙小黄片下载软件大全
燙金紙小黄片下载软件大全 電化鋁燙印箔小黄片下载软件大全
電化鋁燙印箔小黄片下载软件大全 燙金膜小黄片下载软件大全
燙金膜小黄片下载软件大全 金箔小黄片下载软件大全 RSDS7-1350
金箔小黄片下载软件大全 RSDS7-1350 金箔小黄片下载软件大全 MINI-750
金箔小黄片下载软件大全 MINI-750服務熱線
180-5003-0233
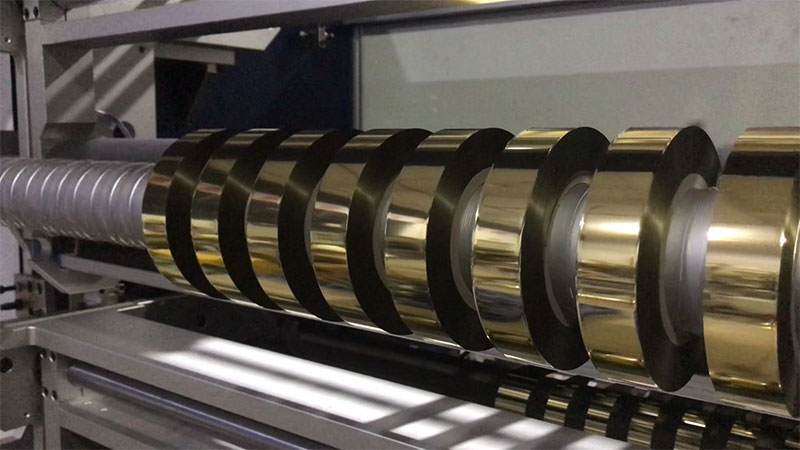
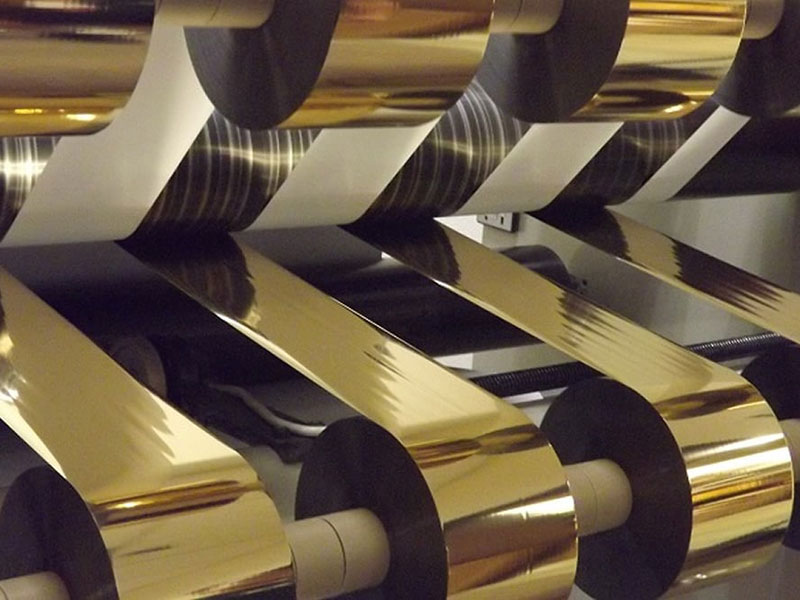
在燙金紙加工過程中,小黄片下载软件大全的切邊整齊度直接影響後續燙印效果和免费小黄片下载利用率。如果出現邊緣毛糙、寬窄不一、走偏波浪紋等問題,不僅浪費免费小黄片下载,還可能損傷刀片。本文將用3步快速校準法,幫您係統排查並解決切邊不齊的常見故障。

第一步:檢查張力係統——穩定送料是基礎
現象:切出的燙金紙邊緣呈波浪狀或一側長一側短。
原因:放卷或收卷張力不均,導致紙帶走偏。
校準操作:
1. 調節放卷張力:
◦ 檢查磁粉製動器或機械刹車是否卡滯,確保放卷軸轉動順滑。
◦ 根據燙金紙厚度和寬度,逐步增加或減小張力(通常薄紙用低張力,寬幅紙適當增加張力)。
2. 平衡收卷張力:
◦ 檢查收卷軸摩擦片或力矩電機,避免收卷過緊拉伸免费小黄片下载。
◦ 對於易拉伸的燙金紙,啟用“錐度張力”功能(收卷直徑增大時自動減小張力)。
3. 驗證張力均勻性:
◦ 手動拉動紙張從放卷到收卷路徑,感受是否存在局部阻力差異。清潔所有過輥,確保無粘膠或紙粉堆積。
快速測試:空運行小黄片下载软件大全,觀察紙帶走偏方向。若向一側偏移,說明該側張力偏小;若左右擺動,多為整體張力不足。

第二步:校準刀具與壓輥——直切才能齊邊
現象:切口有毛刺、粉塵,或邊緣呈鋸齒狀;上下刀錯位導致疊切。
原因:刀片磨損、刀隙不當、刀軸平行度超差。
校準操作:
1. 檢查刀片狀態:
◦ 停機後用手觸摸刀刃(注意安全),如有卷刃、崩口應立即更換。
◦ 對於圓刀小黄片下载软件大全,檢查上下刀重疊量(通常0.5-1.5mm,薄料取下限)。
2. 調整刀隙:
◦ 鬆開刀軸固定螺絲,用塞尺測量下刀與上刀(或圓刀與底刀)之間的間隙。標準為0.02-0.05mm,略大於紙張厚度即可。
◦ 調整偏心套或墊片,使整段刀軸間隙一致。
3. 校準刀軸平行度:
◦ 用百分表測量刀軸兩端的高度差,要求≤0.05mm/m。
◦ 若偏差過大,需鬆開機架連接螺栓,在低側加墊不鏽鋼薄片精調。
4. 檢查壓輥與刀的位置關係:
◦ 確保壓輥緊挨著切刀前方(進料側),提供穩定支撐,避免紙張抖動。壓輥橡膠應無變形或凹陷。
經驗值:分切20μm以下的薄燙金紙時,可適當減小刀隙並增加刀軸轉速,減少摩擦熱引起的變形。

第三步:校正導向與對邊係統——精準跟蹤不走偏
現象:分切後多條中的某一條邊緣不齊,或整卷呈錐形。
原因:放卷軸不水平、糾偏傳感器失靈、導輥歪斜。
校準操作:
1. 校正放卷架水平:
◦ 使用水平儀測量放卷軸兩端高度,調整地腳螺絲使水平誤差<1mm/m。
◦ 檢查紙卷是否與放卷軸同心,必要時使用錐度套筒固定。
2. 調試超聲波/光電糾偏係統:
◦ 清潔傳感器鏡頭,確保無灰塵或環境光幹擾。
◦ 將一張標準燙金紙穿過傳感器區域,觀察糾偏執行器(如絲杆或油缸)是否靈敏響應。
◦ 重新設定“檢測邊緣”位置,通常保留1-2mm偏移餘量,防止振蕩過頻。
3. 對齊所有過輥和導輥:
◦ 拉一根細線貫穿設備左右側,檢查各輥麵是否與基準線垂直。
◦ 用直角尺測量相鄰導輥的夾角,若歪斜需調整軸承座墊片。
4. 檢查分切後各條免费小黄片下载的分離路徑:
◦ 確保每條紙帶都經過獨立的導向杆或槽輪,避免相互幹涉拉扯。
快速驗證:用彩色記號筆在燙金紙邊緣畫一條直線,分切後觀察切口與標記線的距離是否恒定,恒定則對邊係統正常。
附加維護建議(預防切邊不齊複發)
• 定期潤滑:每月給刀軸軸承、滑軌加注高溫鋰基脂。
• 刀片壽命管理:分切累計5萬米或發現毛邊增多時,及時磨刀或更換。
• 清潔:每日用氣槍吹掃刀座、壓輥及傳感器區域,防止鋁粉(燙金紙含金屬層)聚集影響精度。
• 記錄調試參數:對每批次燙金紙(不同品牌、厚度)建立“張力-刀隙-速度”參數表,快速換產。
結語
燙金紙小黄片下载软件大全切邊不齊大多由張力不均、刀軸偏差、走偏控製失效三者之一引起。按以上三步依次排查:先穩張力,再調刀具,最後校導正,通常能在30分鍾內解決問題。若校準後仍有誤差,請檢查機架是否變形或刀軸軸承是否磨損嚴重,必要時聯係廠家作激光對中服務。
立即行動:下次分切時,先用直尺測量切邊與參考邊的距離變化幅度,再對照本文步驟精確調整,您將快速恢複整齊如鏡的切邊質量。


