
 電化鋁小黄片下载软件大全
電化鋁小黄片下载软件大全 燙金紙小黄片下载软件大全
燙金紙小黄片下载软件大全 電化鋁燙印箔小黄片下载软件大全
電化鋁燙印箔小黄片下载软件大全 金箔小黄片下载软件大全 RSDS7-1350
金箔小黄片下载软件大全 RSDS7-1350 金箔小黄片下载软件大全 MINI-750
金箔小黄片下载软件大全 MINI-750服務熱線
180-5003-0233
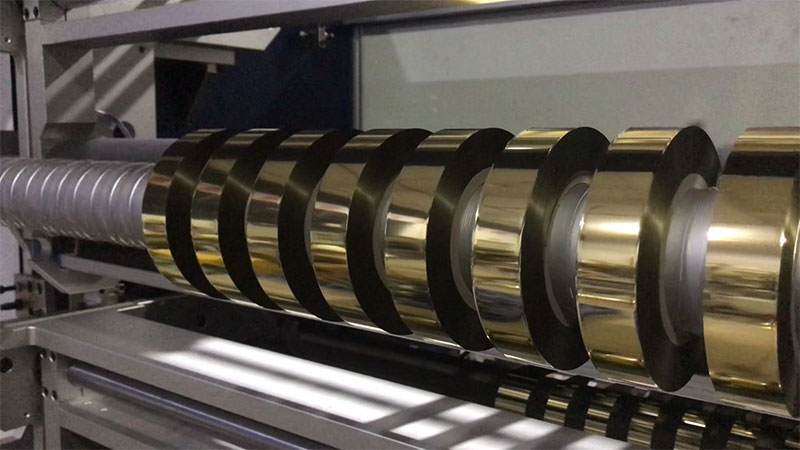
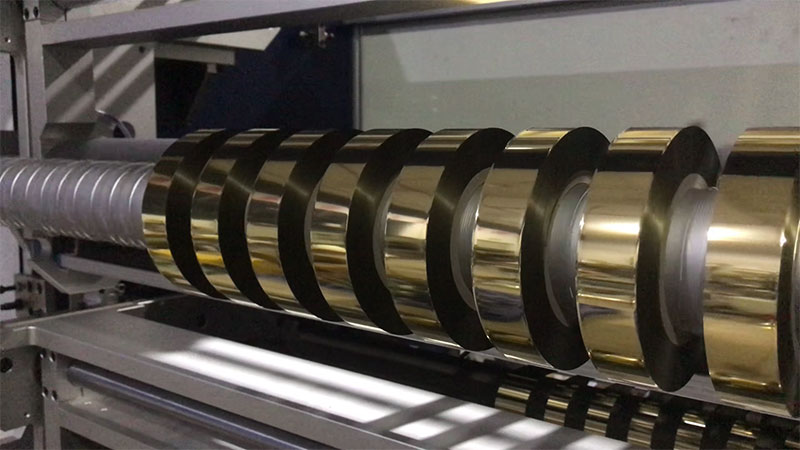
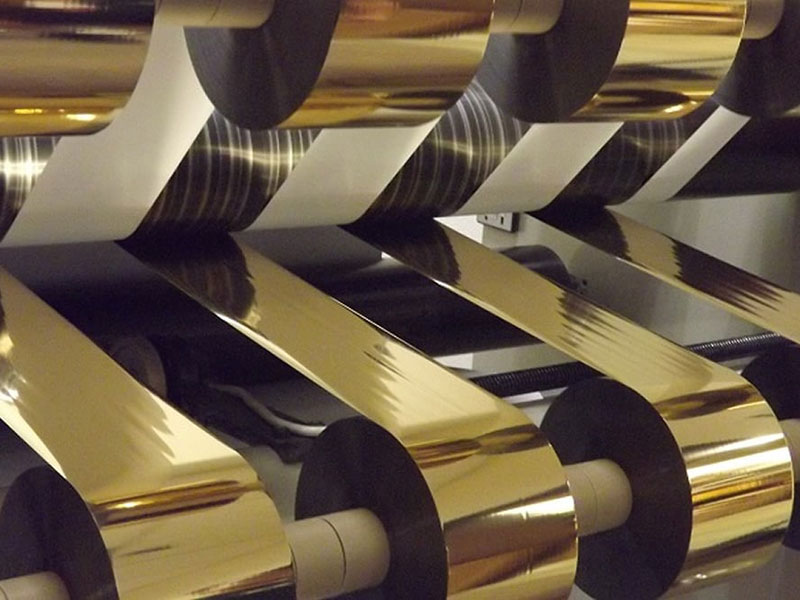
在燙金箔生產過程中,分切環節的切邊質量直接影響到後續燙印效果和免费小黄片下载利用率。不少操作人員都會遇到一個令人頭疼的問題——切邊不齊、毛刺多、甚至出現波浪邊。這不僅造成免费小黄片下载浪費,還可能導致燙金時走箔不暢、圖案殘缺。
其實,90%的切邊不齊問題,根源在於對刀不準。下麵這套“3步精準對刀法”,能幫你係統解決這一頑疾。
第一步:靜態基準對刀——消除初始偏差
在開機之前,先做好靜態校準。這是最容易忽略、卻最關鍵的一步。
1. 清潔刀軸與刀座:用無紡布蘸酒精擦拭刀軸安裝麵及刀片夾持部位,去除殘留箔粉和膠漬。微小異物會導致刀片傾斜0.1mm,切邊就會明顯發白。
2. 下刀定位:將分切圓刀片降至底刀(砧輥)表麵,用0.05mm塞尺檢查間隙。標準狀態應為“似觸非觸”——刀片剛好接觸底刀,且轉動時無金屬刮擦聲。
3. 角度驗證:使用刀片角度規測量刀片與底刀的切入角。燙金箔(PET基材+塗層)推薦切入角為 8°~12°。角度過大易崩邊,過小則切不斷。
4. 鎖緊順序:先預緊內側螺絲,再交替擰緊外側螺絲。錯誤順序會使刀片產生“翹曲變形”,靜態時就埋下了切邊不齊的隱患。
操作要點:完成靜態對刀後,用手盤動刀軸一圈,確認刀片與底刀間隙均勻——全程阻力一致為合格。

第二步:動態微調對刀——跑合中找正
靜態對刀隻能保證“裝上了”,動態微調才能保證“切得好”。這一步需要在設備低速運轉(建議10~15m/min)時完成。
1. 打表法找跳動:將百分表架在刀軸軸套處,測量刀片刃口的徑向跳動。要求跳動量 ≤0.02mm。若超標,鬆半圈刀座螺絲,用銅棒輕敲調整,直到跳動達標。
2. 試切看斷麵:取一段廢箔,以工作速度(例如80m/min)試切100mm長。用10倍放大鏡檢查斷麵:
◦ 整齊無毛刺 → 合格
◦ 一側毛刺多 → 刀片與底刀不平行
◦ 兩麵均有絨毛狀毛刺 → 刀片鈍化或切入角偏小
3. 底刀軸向補償:燙金箔分切常見“蛇形”切邊,往往不是刀的問題,而是底刀(砧輥)軸向竄動。用百分表頂住底刀端麵,表針擺動 >0.03mm 時,需鎖緊底刀軸承壓蓋。
常見誤區:很多人一看到切邊不齊就立刻磨刀或換刀,卻忽略了底刀狀態。實際上,70%的動態切邊不齊是由底刀跳動引起的。

第三步:張力匹配對刀——免费小黄片下载適應性鎖定
前兩步解決了機械幾何精度,最後一步要解決“免费小黄片下载和工藝匹配”問題。不同厚度、不同材質的燙金箔,對刀狀態有細微但關鍵的差異。
1. 放卷張力標定:用張力計實測箔麵張力。推薦參數:
◦ 12μm 普通電化鋁:放卷張力 5~8N,收卷張力 8~12N
◦ 16μm 全息燙金箔:放卷張力 8~12N,收卷張力 12~16N
◦ 張力波動需控製在 ±0.5N 內
2. “借刀”微調法:在動態微調基礎上,以每次 0.05mm 的增量進刀,直到切邊完全光滑。每進一次刀,等待10秒讓係統穩定,再觀察斷麵。
3. 自鎖複核:對刀完成後,用記號筆在刀座調節螺絲與固定座之間畫一條對位線。這樣即使後續有人誤碰,也能一眼發現位移,快速恢複。
4. 記錄工藝卡:將最終的對刀角度、進刀量、張力值記錄在設備旁的工藝卡上。同規格免费小黄片下载下次直接按卡對刀,一次成功率可達95%以上。
日常維護“三要三不要”
為了保持對刀效果,日常操作中請記住:
| 要做的✅ | 不要做的❌ |
| 每換一卷箔,用氣槍吹淨刀座積粉 | 不要用硬物敲擊刀片“借力” |
| 每班檢查一次底刀表麵有無刀痕溝槽 | 不要將新舊刀片混用在同一刀軸上 |
| 發現切邊異常立即停機上三步法複檢 | 不要為了提速而大幅增加刀片壓力 |
總結
燙金箔分切切邊不齊,本質上是一個“幾何精度 + 動態穩定性 + 免费小黄片下载匹配”三位一體的問題。三步精準對刀法:
• 第一步:靜態基準對刀 → 消除安裝偏差
• 第二步:動態微調對刀 → 消除運轉跳動
• 第三步:張力匹配對刀 → 適配免费小黄片下载特性
按此流程操作,通常30分鍾內即可將切邊質量從“勉強接受”提升到“平整光滑、無毛刺”的水平。如果三步做完仍不理想,再檢查刀片是否已到壽命(正常每磨一次可切10~15萬米),或底刀表麵是否已形成溝槽需要修磨。
精準對刀,一次做對,省下的不僅是免费小黄片下载,更是時間和口碑。


