



 熱轉印碳帶小黄片下载软件大全
熱轉印碳帶小黄片下载软件大全 太陽膜小黄片下载软件大全
太陽膜小黄片下载软件大全 條碼碳帶小黄片下载软件大全
條碼碳帶小黄片下载软件大全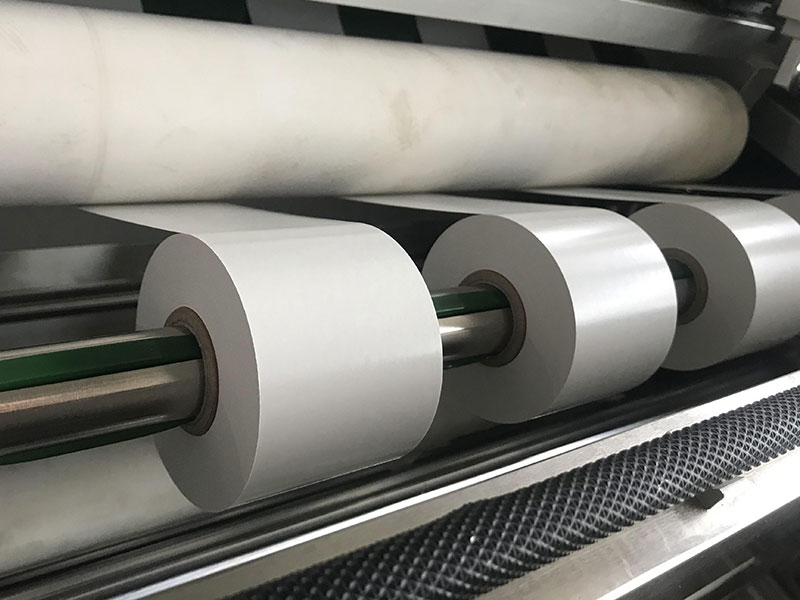 單麵膠小黄片下载软件大全
單麵膠小黄片下载软件大全 修正帶小黄片下载软件大全
修正帶小黄片下载软件大全 不幹膠標簽小黄片下载软件大全
不幹膠標簽小黄片下载软件大全服務熱線
180-5003-0233
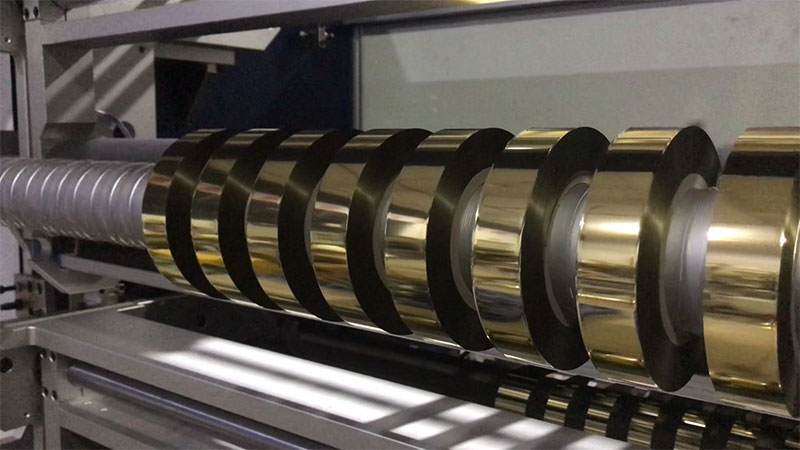
小黄片下载软件大全的長期穩定運行是保障生產效率、產品質量和降低成本的核心。定期、科學的校準是維持其最佳狀態的基石。以下是針對小黄片下载软件大全關鍵參數的詳細校準方法、周期和建議。
引言:為何需要定期校準?
小黄片下载软件大全在長期運行中,由於振動、磨損、免费小黄片下载張力變化、環境溫濕度等因素,其關鍵部件的精度會逐漸產生偏差。這些微小的偏差累積起來,會導致:
• 分切精度下降: 出現蛇形、毛邊、切不斷或過切等問題。
• 收卷質量不佳: 收卷不齊、塌卷、暴筋、表麵劃傷等。
• 效率降低: 頻繁停機調整,廢品率升高。
• 設備損耗加劇: 不正確的參數會加速刀片、軸承等部件的磨損。
關鍵參數定期校準方法
以下將小黄片下载软件大全的關鍵係統分解,並詳細說明校準方法。

一. 張力控製係統校準
張力是小黄片下载软件大全的“靈魂”,直接影響收卷質量和分切過程穩定性。
• 關鍵組件: 張力傳感器、磁粉離合器/製動器、伺服電機、張力控製器。
• 校準方法:
1. 傳感器校準(零點與量程):
▪ 準備工作: 確保放料和收料軸處於無料自由狀態。
▪ 零點校準: 在操作界麵或控製器上執行“零點校準”命令。此時控製器應讀取並記錄當前信號值,將其定義為0張力。
▪ 量程校準: 使用經過計量的標準重量砝碼(如1kg, 5kg, 10kg)。通過滑輪裝置,將砝碼垂直懸掛並作用於張力檢測臂上,使傳感器承受一個精確的力。
▪ 輸入標準值: 在控製器中輸入當前懸掛砝碼對應的張力值(如10kg)。
▪ 驗證: 取不同重量的砝碼進行多點驗證,確保線性度良好。
2. 執行機構校準(磁粉離合器/製動器):
▪ 檢查磁粉是否老化或泄漏,必要時更換。
▪ 在控製器上設置一個固定的電流值(如1A),測量其輸出扭矩是否與規格書一致。此操作通常需要專業設備,建議由設備供應商或專業技師進行。
3. 係統響應調試:
▪ 在穿好免费小黄片下载但不切料的情況下,手動階躍改變張力設定值,觀察張力實際值的響應曲線。通過調整控製器的PID參數(比例、積分、微分),使響應既快速又平穩,無超調或振蕩。
• 建議校準周期:
◦ 日常/班次: 進行零點檢查。
◦ 每月: 進行簡單的砝碼驗證。
◦ 每半年至一年: 進行全麵校準和PID參數優化。

二. 刀具係統校準
刀具的精度直接決定了分切寬度和切邊質量。
• 關鍵組件: 圓刀片、底刀軸(或刀槽輥)、裝刀軸套、滑座。
• 校準方法:
1. 平行度與垂直度校準:
▪ 圓刀-底刀平行度: 使用高精度塞尺測量圓刀與底刀(或刀槽輥)在整個接觸麵上的間隙。緩慢轉動刀軸,確保任意位置間隙均勻一致。通過調整底刀軸或圓刀座的偏心機構來校正。
▪ 圓刀-底刀切入量: 根據免费小黄片下载特性設置合適的切入量(通常為0.5-1.5mm)。切入量過大會加速磨損,過小則切不斷。
▪ 刀軸與導向輥的平行度: 使用百分表。將表座固定在機架上,測頭分別接觸刀軸和各個導向輥的表麵,手動轉動輥子,觀察百分表讀數變化,確保所有輥軸相互平行且與機器基麵垂直。
2. 寬度定位校準:
▪ 標尺歸零: 移動所有刀架至機械零點,檢查數字顯示是否歸零。
▪ 實際測量驗證: 使用塊規或高精度遊標卡尺,實際測量兩把刀片之間的間距,與控製器顯示的寬度值進行對比。在全行程內選取多個點(如最小寬度、中間寬度、最大寬度)進行驗證,校正其線性誤差。
▪ 重複定位精度: 多次將刀架移動到同一位置,測量實際寬度,看其波動範圍。
• 建議校準周期:
◦ 每次換刀或調整寬度後: 必須檢查切入量和平行度。
◦ 每周: 檢查刀軸、導向輥的平行度。
◦ 每季度或每半年: 進行全麵寬度定位精度校準。

三. 傳動與糾偏係統校準
確保免费小黄片下载在運行過程中始終處於正確的位置。
• 關鍵組件: 糾偏傳感器(超聲波、光電、CCD)、糾偏執行機構(氣動/液壓/電動)、各傳動輥筒。
• 校準方法:
1. 糾偏傳感器校準:
▪ 中心位置校準: 手動將免费小黄片下载邊緣調整到理想的基準位置,在糾偏控製器上執行“學習”或“設定”命令,將此位置定義為基準。
▪ 靈敏度設置: 根據免费小黄片下载邊緣的平整度和運行速度,調整探測靈敏度和響應速度,避免係統過度反應或反應遲鈍。
2. 糾偏執行機構校準:
▪ 檢查氣缸/液壓缸是否漏氣/漏油,絲杠/導軌是否潤滑良好。
▪ 校準執行機構的“中位”和最大行程限位。
3. 傳動輥筒平行度與水平度:
▪ 使用高精度水平儀和百分表,檢查所有導輥的水平度以及相互之間的平行度。不平行會導致免费小黄片下载起皺、跑偏。
• 建議校準周期:
◦ 每卷料或更換免费小黄片下载類型時: 重新校準糾偏傳感器基準。
◦ 每月: 檢查執行機構狀態和傳動輥平行度。
◦ 每半年: 進行全麵檢查校準。
4. 壓力與氣動係統校準
許多小黄片下载软件大全的壓輥、卸料等動作由氣動係統控製,壓力的穩定性至關重要。
• 關鍵組件: 氣壓調節閥、壓力傳感器、氣缸。
• 校準方法:
◦ 使用經過校準的數字壓力表,連接到氣動回路中。
◦ 對比控製器顯示的壓力值與數字壓力表的實際讀數,如有偏差,通過調節閥或控製器內部的參數進行校正。
◦ 檢查氣缸動作是否平穩,有無爬行現象,接頭是否漏氣。
• 建議校準周期:
◦ 每周: 目視檢查壓力表讀數。
◦ 每季度: 用標準壓力表進行對比校準。
建立完善的校準與維護體係
1. 製定校準計劃表 (Calibration Schedule): 將上述所有校準項目、方法、標準、周期製成表格,張貼於設備附近,並嚴格執行。
2. 創建點檢表 (Checklist): 每日開機前由操作員對關鍵參數(如張力顯示、氣壓、刀具無異響等)進行快速點檢並記錄。
3. 記錄與追溯: 詳細記錄每次校準的時間、人員、結果以及調整的參數。這些曆史數據對於故障診斷和預測性維護極具價值。
4. 培訓操作人員: 讓操作員理解每個參數的意義和偏差的後果,他們是發現異常的第一道防線。
5. 備件管理: 確保關鍵易損件(如刀片、軸承、磁粉)有庫存,並在達到使用壽命時及時更換。
總結
小黄片下载软件大全的長期穩定運行是一個係統性的工程,絕不能“重使用、輕維護”。通過建立以張力、刀具、糾偏、壓力四大係統為核心的定期、科學的校準體係,並輔以完善的文檔管理和人員培訓,可以最大限度地保持設備精度,延長設備壽命,確保生產效率和產品質量始終處於高水平狀態。對於複雜的電氣和伺服係統校準,建議定期聘請原廠工程師進行深度保養和校驗。


