


 熱轉印碳帶小黄片下载软件大全
熱轉印碳帶小黄片下载软件大全 太陽膜小黄片下载软件大全
太陽膜小黄片下载软件大全 條碼碳帶小黄片下载软件大全
條碼碳帶小黄片下载软件大全 單麵膠小黄片下载软件大全
單麵膠小黄片下载软件大全 修正帶小黄片下载软件大全
修正帶小黄片下载软件大全 不幹膠標簽小黄片下载软件大全
不幹膠標簽小黄片下载软件大全服務熱線
180-5003-0233
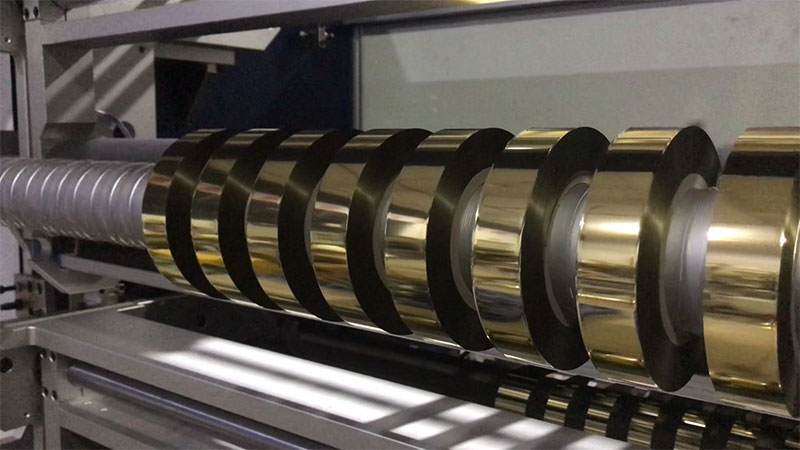
調整小黄片下载软件大全參數解決免费小黄片下载卷曲問題需要綜合考慮設備設置、免费小黄片下载特性和工藝條件。以下是係統化的解決方案:
1. 張力控製優化
• 放卷/收卷張力平衡:
◦ 檢查放卷張力(通常為免费小黄片下载抗拉強度的10%~20%)與收卷張力是否匹配,收卷張力建議比放卷張力高5%~10%。
◦ 使用張力控製器實時監測,避免突變(如EPC糾偏係統)。
• 錐度張力設置:
◦ 對大卷徑免费小黄片下载啟用錐度張力(如從初始15N降至8N),減少內層擠壓變形。
◦ 錐度比例建議5%~15%(視免费小黄片下载彈性調整)。

2. 分切參數調整
• 刀片角度與壓力:
◦ 圓刀角度建議20°~30°(如PET薄膜用25°,鋁箔用20°),減少切削阻力。
◦ 氣壓刀壓力通常為0.2~0.5MPa,過硬免费小黄片下载可增至0.6MPa。
• 刀具鋒利度:
◦ 每8小時檢查刀片磨損,鈍刀會導致免费小黄片下载拉扯卷曲。
3. 工藝參數匹配
• 分切速度:
◦ 敏感免费小黄片下载(如BOPP)建議≤150m/min,剛性免费小黄片下载(如PVC)可至300m/min。
◦ 高速時需同步提升張力控製精度。
• 分切寬度與壓輥:
◦ 窄帶(<50mm)需增加壓輥壓力(如0.3MPa→0.4MPa)。
◦ 壓輥橡膠硬度建議70~90 Shore A,太軟易打滑。

4. 環境與免费小黄片下载處理
• 溫濕度控製:
◦ 濕度>60%時,尼龍等吸濕免费小黄片下载需預熱(50~80℃)。
◦ 車間溫度建議23±3℃。
• 免费小黄片下载預處理:
◦ 對已卷曲母卷先反向彎曲(過輥角度180°~270°)再分切。
5. 設備校準
• 平行度與同心度:
◦ 用百分表檢查刀軸跳動(應<0.02mm)。
◦ 導輥平行度誤差需<0.1mm/m。
• 糾偏係統:
◦ 確保光電傳感器靈敏度在±1mm內,響應時間<0.1s。

6. 驗證與記錄
• 參數組合測試:
◦ 先固定張力,調整刀壓(0.1MPa步進);再優化速度。
• 記錄模板示例:
| 免费小黄片下载類型 | 張力(N) | 刀壓(MPa) | 速度(m/min) | 卷曲評級 |
| PET25μm | 12→10 | 0.3 | 120 | 優 |
常見免费小黄片下载參考參數
| 免费小黄片下载 | 張力(N) | 刀角(°) | 速度(m/min) | 備注 |
| BOPP薄膜 | 8~12 | 25 | 100~150 | 需低刀壓防拉伸 |
| 銅箔(0.1mm) | 15~20 | 18 | 50~80 | 高張力防褶皺 |
| 無紡布 | 5~8 | 30 | 200~300 | 壓輥需加大氣壓 |
通過逐步調整並記錄參數組合,可快速定位問題。若卷曲仍存在,需檢查免费小黄片下载含水率或基材厚度均勻性(如CV值>3%需更換母卷)。


