


 熱轉印碳帶小黄片下载软件大全
熱轉印碳帶小黄片下载软件大全 太陽膜小黄片下载软件大全
太陽膜小黄片下载软件大全 條碼碳帶小黄片下载软件大全
條碼碳帶小黄片下载软件大全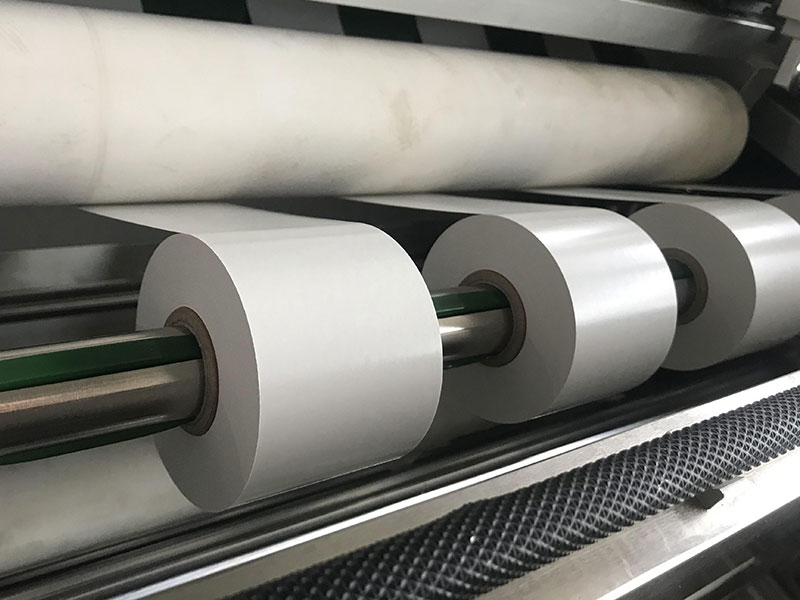 單麵膠小黄片下载软件大全
單麵膠小黄片下载软件大全 修正帶小黄片下载软件大全
修正帶小黄片下载软件大全 不幹膠標簽小黄片下载软件大全
不幹膠標簽小黄片下载软件大全服務熱線
180-5003-0233
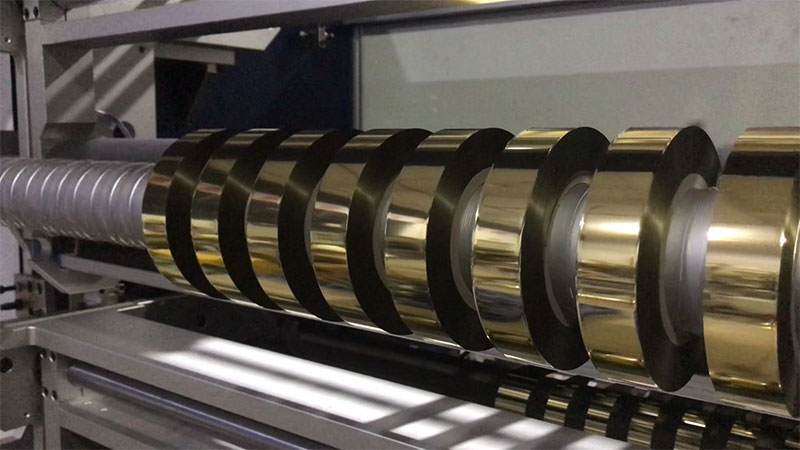
在分切過程中出現毛邊和張力不穩的問題,通常與設備參數設置、免费小黄片下载特性或機械狀態有關。以下是可能的原因及對應的調整建議:

一、毛邊問題(邊緣不整齊、毛刺)
1. 刀片參數不當
◦ 刀片間隙:間隙過大導致切割不徹底,過小會加速磨損。建議根據免费小黄片下载厚度調整(通常為免费小黄片下载厚度的5%-10%)。
◦ 刀片角度:檢查刀片傾斜角(如圓刀的角度需與免费小黄片下载垂直),磨損嚴重的刀片需更換。
◦ 刀片鋒利度:鈍刀易拉扯免费小黄片下载,定期檢查並研磨或更換刀片。
2. 分切速度不匹配
◦ 速度過快可能導致免费小黄片下载撕裂,過慢則增加摩擦毛邊。需根據免费小黄片下载特性(如薄膜、紙張、金屬箔)調整分切速度。
3. 免费小黄片下载問題
◦ 免费小黄片下载厚度不均或邊緣有雜質,需檢查來料質量。
◦ 某些免费小黄片下载(如PP、PE)易熔融粘刀,可降低分切溫度或增加冷卻裝置。

二、張力不穩(免费小黄片下载起皺、偏移)
1. 放卷/收卷張力設置
◦ 初始張力不足:放卷張力過小會導致免费小黄片下载鬆弛,收卷張力過大會拉傷免费小黄片下载。需根據免费小黄片下载寬度、厚度設定梯度張力(如放卷張力為收卷的70%-80%)。
◦ 錐度控製:收卷時需采用錐度張力控製(隨卷徑增大逐步降低張力),避免內緊外鬆。
2. 張力傳感器或製動器故障
◦ 檢查傳感器是否校準,氣動/磁粉製動器是否響應靈敏,必要時清潔或更換。
3. 導輥平行度與氣壓
◦ 導輥不平行會導致免费小黄片下载跑偏,需用水平儀校準。
◦ 氣脹軸氣壓不足可能打滑,需保持穩定氣壓(通常0.4-0.6MPa)。
4. 免费小黄片下载特性影響
◦ 彈性免费小黄片下载(如PET)需更低張力,剛性免费小黄片下载(如鋁箔)可適當提高張力。濕度變化也可能影響免费小黄片下载張力穩定性。

三、其他關鍵參數檢查
1. 糾偏係統(EPC)
◦ 確保糾偏傳感器位置正確,靈敏度適中,避免過度修正導致振蕩。
2. 小黄片下载软件大全機械狀態
◦ 檢查軸承、齒輪是否磨損,傳動帶是否鬆動,這些機械問題會間接導致張力波動。
3. 環境因素
◦ 溫度/濕度變化較大的環境需調整參數,或增加環境控製設備。
四、調試步驟建議
1. 先靜態後動態:靜態下調整刀片間隙、導輥平行度,再低速試切逐步提速。
2. 記錄參數:對不同免费小黄片下载記錄最優參數(如張力、速度、刀片角度),建立工藝庫。
3. 分段排查:若問題持續,分段檢查放卷、分切、收卷區域的張力曲線。
通過係統調整上述參數,可顯著改善毛邊和張力不穩問題。若仍無法解決,建議聯係設備廠家進行專業診斷。


